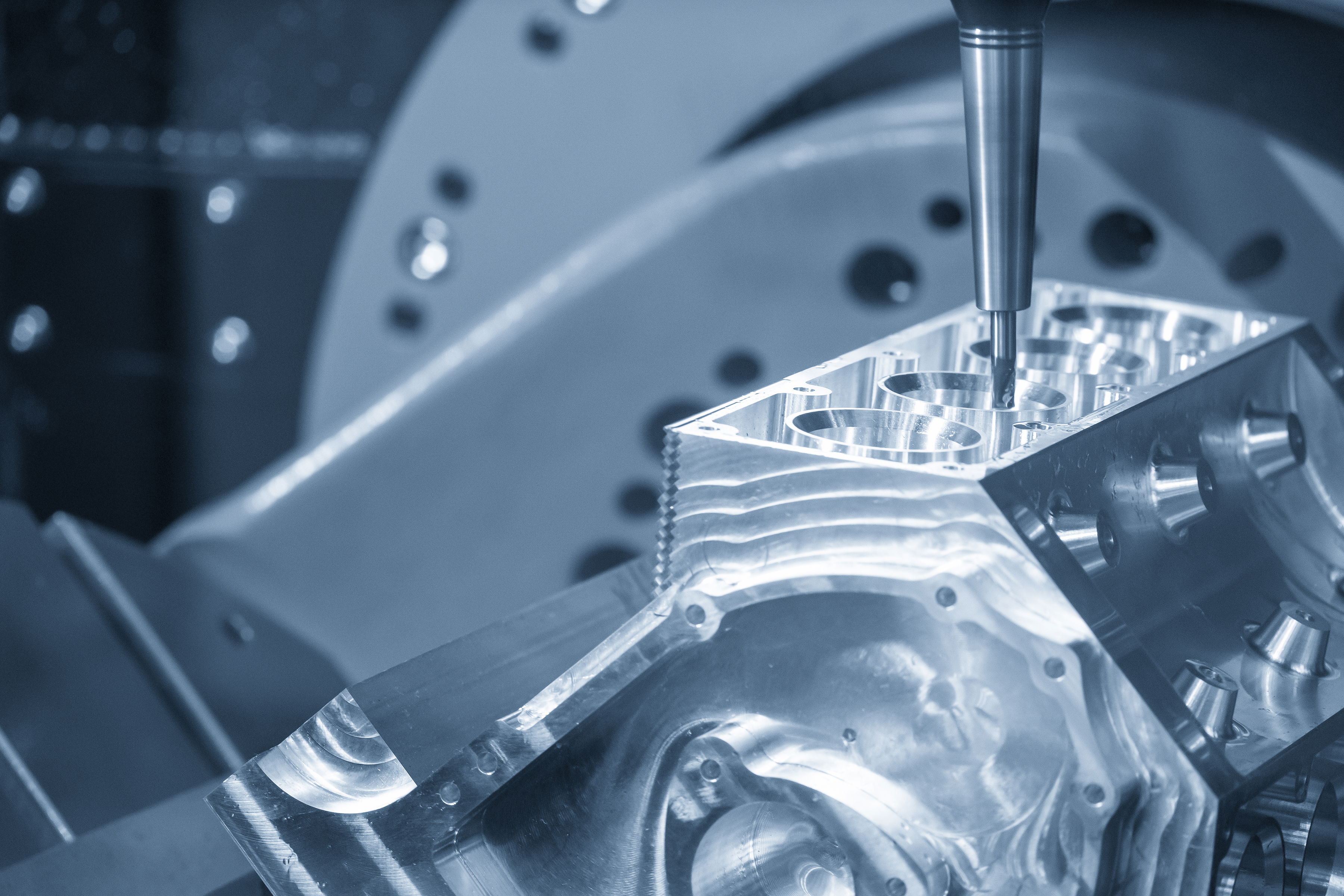
CNC milling aluminum: why is it suitable for complex shapes?
CNC milling aluminum is ideal for parts with a lot of detail, cavities, or thin walls. The process offers high accuracy and repeatability, which is essential for precision parts. Complex geometry requires control over every cutting stroke and a stable setup. This reduces risk during new product introductions. It also helps predict costs. A good process prevents unexpected rework and provides more flexibility in planning. In this article, you'll read why complex parts are particularly well-suited for CNC machining and which choices make the difference in quality, cost, and lead time.
CNC milling aluminum and freedom of design
Complex shapes require flexible toolpaths and a stable machine. Modern simulations allow you to avoid collisions while still achieving sharper corners. High-Speed Milling helps remove significant material without heating the part, limiting distortion. This makes thin ribs and deep pockets achievable without compromising the dimension. Even small series benefit, as you can quickly modify and repeat the program. However, make choices regarding geometry: avoid sharp interior corners and ensure radii that are compatible with the tool.
This reduces the load on the cutter and extends tool life. If you follow these rules, quality remains stable, even with complex shapes. Also, pay attention to how you support the part, because a weak clamping makes even the best strategy unreliable. For complex parts, a five-axis setup can provide additional range without additional fixtures. This limits dimensional errors and accelerates production. A good balance between material thickness and stiffness prevents resonance during milling. Also, plan accessory points, such as screw holes, so that the tool can move freely. Use design rules such as minimum wall thickness and maximum pocket depth to prevent the tool from vibrating. Consider the minimum radius of the cutter, because a corner that is too sharp requires additional finishing. Deflection can occur with long parts, so plan for supports or additional clamping. A good CAM strategy with a constant load prevents sudden forces. Also consider the desired surface roughness; a smoother finish requires additional steps and a lower feed rate. Define this early on so the design is aligned accordingly. By doing this, you avoid costly iterations. If you want to combine multiple functions in a part, consider whether machining from two sides is required. This can influence the choice of three-axis or five-axis. An overview of all required tools helps predict the tooling time. For prototypes, you can make tolerances slightly wider to accelerate learning. For series production, a stable process is more important than maximum speed. A clear tool library prevents the use of incorrect cutters, saving time during programming. Schedule a short review with production before the design is released.
Stability, tool and process choices
A complex part requires smart fixtures and a clear reference. Choose a datum plane that can be used in multiple steps, reducing the need for repositioning. The sequence of CNC machining operations determines whether a part remains stable when material is removed. Therefore, start with rough shapes and leave the critical planes until the end. In high-quality CNC metalworking, process planning is a specialized skill, as every additional setup introduces risk. Use tools with short overhangs to minimize vibration and choose cutting parameters that maintain a smooth surface.
Coolant selection also affects size and finish. Document process settings to ensure repeat orders yield consistent results. When CNC milling aluminum, the choice of fixture determines the final accuracy. Use tool monitoring to ensure wear d